《酿酒制曲十三讲》之七:大曲制作过程
中国的酒曲种类有很多,有大曲、小曲、麸曲等等,这里讲一下大曲的制作过程。
大曲根据不同的条件,在工艺上也有不同的控制方法。在这里只是介绍低温大曲、中温大曲、高温大曲各种大曲的共同特点,至于各种大曲独具特点的自主工艺、控制要点,在相应的香型酒文章中再来介绍。
大曲制作的主要流程(以浓香型大曲为例)包括以下几个环节:
(1)润水
(2)翻糙堆积
(3)磨碎
(4)加水搅拌
(5)装入曲模
(6)踩曲
(7)晾汗
(8)入室安曲
(9)保温培养
(10)翻曲
(11)打拢(收堆)
(12)出曲
(13)入室贮藏
制曲的每一个环节,都有具体的控制要点。要点控制不好,产生的不合格大曲就不能用于酿酒,优质曲才能酿出优质酒。下面对一些流程的关键点做比较详细的介绍。
1、润水
大曲制作过程的第一个环节是原料的润水。以小麦为例,在小麦中加2%-3%左右的水进行堆积放置,大概放置2到4小时,一般不超过4小时。水的温度,根据季节不同,各厂的要求不一样,南方夏天用常温水,北方用60℃左右的水。
润麦主要是为了让水分进去,在下一个环节粉碎的时候,能够合乎“烂心不烂皮”的标准。润麦完成的标准,不在于掺水放置的时间,而是看最后的效果是否达到“表面收汗,内心带硬,口咬不粘牙,略有干脆的响声”。如不收汗就说明水温过低;如果口咬没声音,没干脆的响声,说明用水过多或时间过长,即通常所说的发粑了。
原文发布在微信公众号“李寻的酒吧”
2、粉碎
润麦完成之后,就进入到第二环节—粉碎。粉碎小麦,要求是磨成烂心不烂皮的梅花瓣状,就是将小麦皮磨成片状,麦心呈粉状。原料不同,粉碎度是不一样的,大麦和小麦就不一样,这里讲的是小麦。
粉碎度对于大曲的发酵和质量有很大影响,粉碎的过细,曲粉吸水性强,透气性差,曲粉粘着过紧,发酵时水分就不易挥发,顶点的品温难以达到,曲坯生酸多,霉菌和酵母菌透气(氧分)不足,水分大的在环境中不易代谢,导致细菌占据绝对优势,且在顶点品温达不到时水分难以挥发,容易造成窝水曲。另一种情况是“粉细水大坯变形”,就是曲坯变形影响入曲房后的摆放和堆积,致曲坯倒伏,造成水毛(毛霉)大量滋生,这种曲的质量也不会高,一般都是二级曲以下,所以粉碎不能太细。
粉碎太粗,曲料吸水差,粘着力不强,曲坯容易掉边缺角,表面粗糙,表层裂缝较多,穿衣不好,发酵时水分挥发快,热曲时间短,中挺不足,后火无力。这种曲粗糙无衣,曲熟皮厚,香单、色黄,也是二级曲以下。
所以说粉碎度不能过粗,也不能过细,感官标准就是“烂心不烂皮”、梅花瓣状。
传统粉碎工具是石磨,现在的粉碎工具是电力驱动的钢磨。实践表明,石磨可以完全做到烂心不烂皮;钢磨由于压缩的时间短就难以达到要求,麦皮上附着的粉丝比较多,或者心皮同烂。所以在采用钢磨的时候,润麦的水分、温度、时间都要掌握好。总的来讲钢磨粉碎的效率高,节省劳动力,但是效果不如石磨好。
3、拌料
拌料包括配料和搅拌两个环节,配料一般都不是单一的原料,比如小麦制曲,有一些酒里,会加3%-5%上一次酒曲的曲粉进行搅拌。如果是用大麦、豌豆和小麦共同制曲,则是三种粮食粉碎之后,按不同的比例配料,再进行搅拌。
搅拌的方式有手工拌料和机械拌料两种。以浓香型酒的纯小麦大曲为例,传统的手工拌料,是两个人面对面站着,以每锅30kg的麦粉加上老曲、水均匀地拌合,一般拌一次要1.5分钟左右,曲料含水量在38%左右。
搅拌完成有一个感官标准,就是“握着聚,铺着散”。这是从古代传承下来的检验方法,所谓握着聚就是用手一握,曲便成团,铺着散是用手使劲拍就可以散开。如果不散开,就是粘度太大,如果不成团就是粘度不够,这是衡量水分多少的一个简便易行的方法。手工拌料,操作复杂、体力劳动强,优点在于人工能很好地控制水分和曲的比例。
拌料用水的温度也是有讲究的,一般清明节以后用冷水,霜降节气前后用热水,热水温度一般控制在60℃以内。温度太高,会在拌料的时候形成糊化,发酵期成曲比较差,传统用语叫做抗浆。水温太低,特别在冬天会给大曲发酵造成困难,曲坯中的微生物不活跃,繁殖代谢缓慢,曲坯不升温,无法进行正常物质交换,所以掌握好用水温度也是拌料中重要的技术。


4、成型
第四个环节是成型,就是把拌好的曲料放到一个模具里,做成大曲曲块的形状。
传统的制作过程就是把曲料放到一个模具里人工上去踩。踩曲的形状也不一样,有平板曲和包包曲两类。平板曲上面是平的,像一块土砖;包包曲是把曲的中间踩的拱起来一块,是五粮液以及南方的中高温大曲特有的一种形状。包包曲拱起来的地方的温度和平板曲是不一样的,这是它独特的一种工艺控制要求。
关于制曲技术,西汉的文献就有过初步的记载,距今1400年,北魏的贾思勰写的《齐民要术》里记载的制曲过程就更加详细,拌曲需要童子小儿,制曲是壮士足踏之。
以此来看,北魏时期制曲工人主要是强壮的男劳力。男劳力赤足踩曲,在传统的制曲技术里一直使用,实际到1960年代以前,人工制曲就是男性踩曲。近年来有些酒厂选用女工踩曲,主要是年轻女工,并且振振有词的说,女工的体重适合踩曲,力量比男工要轻,这可以说是一个营销噱头,无论古代典籍记载还是现代生产实践,人工制曲是强体力劳动,通常都是男性来完成。
现在主流的规模化制曲,基本上是机械化制曲,拌曲和成型是专门的制曲机完成。制曲机好处是速度快,成型好,产量高,降低劳动强度;缺点同样明显,比如提浆不多,拌料时间短,麦粉吃水时间不长,曲料不滋润等,所以它制作的曲块虽然外观漂亮,但品质和人工制曲还是有距离的。
人工制曲从润料、拌料到踩曲成型都是人工操作,在操作过程中的状态无法一直保持不变,长时间的体力劳动必然会疲惫,从而产生搅拌是否均匀、踩制的力度是否合适等问题。所以人工制曲成品品控,没有机械制曲稳定,成品曲有一级曲、二级曲之分。
不同酒厂传统制曲大小是不一样的,现在机械制曲的曲块大小也不一样。小的像古井贡的曲块,成品重是1625g左右;大的像茅台的曲块,重4900g,甚至到7000多克,其他酒厂的曲块大小基本在2.5kg左右。曲块形状大小不一,在做成成品曲之后的曲块就更不一样,大多数的平板曲和包包曲,都能靠是否鼓起来区分。茅台的高温大曲的变形就比较严重,在曲房里堆积陈化之后变形更严重,有的已是球形或椭球形。
各酒厂曲坯体积和重量如下表:

5、入室培养
第五个环节是入室。曲坯成型到可以移动,就要搬到曲房去进行下一个环节,这叫入室培养。
曲房和曲库是两个概念。曲房是将制好的生曲块进行升温、发酵、生香、干燥的专门房间。而曲库是把曲房里已经达到成品曲的曲块进行三到六个月陈化老熟的库房。
《齐民要术》里记载:曲房“屋用草屋,勿使用瓦屋,不得秽恶,勿令湿,须西厢,东向开户屋中”。就是说平时制曲,曲房要用草屋不能用瓦屋,不能脏,不能潮湿,要用西厢房,在房子的正中间朝东开房门。制曲最好的时间是七月中旬以前,如果七月中旬以后,就没有那么多要求,瓦房也可以做,而且不需要东向开户的这种草屋。
这套古老的方法,现在还在借鉴使用,很多酒厂尽管是混凝土的建筑,但屋顶还是用草席做棚顶,因为草席可以起到一定的汇集菌种的作用,菌种会从曲房散落下来,落在曲坯上。
《齐民要术》讲到七月以前用草屋,七月以后就可以用瓦房,说明古人已经认识到季节的不同,对制曲的影响也不同。
现代研究发现,古人的说法是有道理的,在不同季节里,自然界微生物的菌群分布有明显的差异。一般是春秋季的酵母多,夏季的霉菌多,冬季细菌多,所以在春末夏初到中秋前后都是制曲的合适时间,如茅台酒就有端午制曲、中秋下沙的做法,端午以后制曲比较好,霉菌多。制曲工人都知道,伏曲温度容易上升,曲子质量更好,就是这个道理。
要对曲房的作业有清晰的了解,还得必须懂另外两个术语,一个叫码曲,一个叫翻曲。所谓码曲就是把制好的曲块排放在曲房。排放时有很多讲究,一层一层排列放置起来,根据上下层的角度,有品字型,有人字型。制曲在不同过程中要采取不同的排放方式。翻曲就是码好的曲块在达到一定温度之后,要将曲块的角度方向调整更换,也可能将原来的品字型换成人字型的排法。
入室之后,码曲是在地上铺上稻草,曲块立着放在上面,然后曲块上再放曲块堆起来,一般堆六七层,也有四五层的,根据不同制曲温度的控制,有不同的层数。即使比较高的堆放层数,也只用了曲房一半儿的空间,高空还是空的。为了提高空间利用率,就提出了架子曲的概念,就是用三角铁焊起的架子,每层铺放稻草,一层一层的把曲放在架子上,提高空间利用率。搭架子的方法从古代就有,只是古代是木制架子。
《齐民要术》中也记载了架子曲的情况。架子曲是根据摆放的位置而产生的一个术语,是传统术语。而直接堆放在地上的叫卧曲法。
实际应用中看,架子曲和传统地面卧曲法相比有不足的地方,就是保温保潮不及卧曲法,架上和架下的品温相差10℃左右,还不能翻曲,难以保证大曲质量的稳定性和均匀性。目前实际生产中应用比较少。
码曲是非常有技术含量的工作。因为曲块的排放距离有很多讲究,如夏季时,曲块的距离就稍微宽一点,三到五公分宽,冬季可能就窄一点,为一到三公分宽。由此来控制曲块的散热范围,保持合适的温度,太挤水分散不出去,制曲质量受到影响。
翻曲在什么时候翻,在什么情况下翻,怎么翻?也要看具体的工艺要求,从而达到品质标准。具体的因素要看曲的环境、状态变化,比如气温的高低不同,翻曲的要求就不同,翻曲的周期和方法都有所不同。
现在操作要求在曲块入曲房之前,曲房要经过必要的消毒,古代是将曲房打扫干净,地上铺一层稻草。曲块在曲房里的变化,大概分为五个阶段,分别是,一上霉,二晾霉,三潮火,四干火,五后火。这五个阶段的说法,一般是清香型低温大曲使用的传统术语,有些中温大曲也用这种术语,有的有自己的术语,但是内容大同小异,都是五个阶段。
曲块码好之后,上面要覆盖一些稻草捂着,也有用草帘子或者席子的,不同的酒厂用的不一样,这是曲进入曲房的第一个阶段,叫穿衣上霉。曲块进入曲房24小时左右,就开始长出针头大小白圆点的菌丝,经过蔓延成长到蛛网状,这一过程称为穿衣。再经过一段时间,蛛网状的菌丝萎缩,形成白色的菌落,这称为上霉。所以是先穿衣后上霉。
曲坯品温上升的阶段,讲究前缓中挺后缓落。前缓阶段要求品温上升速度不能太快。环境气温在30℃以上,曲房就要浇水开窗,来放缓曲块的品温上升速度。
翻曲是根据培养过程,曲坯的温度和湿度达到要求,就开始翻一次,时间一般是48个小时。如果曲坯不够干,说明时间不够,就需要再过一段时间。工艺术语就是“定温定时看表里”。
曲坯不能随便翻,不能多翻。每翻一次曲都是降温过程(术语叫散火),所以有的酒厂规定翻曲时不能开门窗,就是为了保证翻曲时降温不要太大。曲坯培养讲究“多热少晾不散火”,一旦散火,会影响一些菌种的生长,产品质量会受到影响。
这边要强调一下“火”字。中国制曲是非常奇妙的现象,全是靠曲里面汇集的微生物,自己代谢发热升温,温度最高能够达到70℃以上,这已经是烫手的温度了。曲房里就非常闷热,关着门窗有40℃以上,加上二氧化碳的排放,进去后感觉令人窒息,作业环境比较艰苦。微生物靠自己代谢,将面积很大的曲房和里面的曲块的温度加热到那么高,不得不感叹大自然的奇妙。制曲工艺里所说的“火”,无论“潮火”“干火”“后火”都是指制曲过程中微生物自身生长代谢活动带来的温度,而不是靠火炉之类的东西燃烧烘烤提供热量。调节曲块温度的主要的办法,是开窗通过空气流动来降温,在必要的时候撒一点凉水。开窗的次数、时长,是控制曲房里温度、湿度的主要手段。
促使我下决心写作本文的一个重要原因,是我的一次经历。有一次我带同事们去参观酒厂,了解现场实际的工作情况,去之前是做了功课的,读了酿酒工艺生产的书。但是到了曲房,有个年轻同事突然来了兴趣,好奇地问车间主任说:“这里的温度是怎么来的?”车间主任有些茫然的看着我,一时不知道怎么回答,我觉得很没有面子,这本来是做好的功课。我很生气地说:“这个问题下来问我。”后来我在想,他不懂是正常的,尽管去酒厂之前他读了一点酿酒工艺的书,但是,没有进入实际坏境,对书中的概念,有的没记住,有的不理解,他甚至把制曲过程中的“火”,理解为是用火炉升温。
这个经历说明我们传统工艺中的很多术语还是需要一些科普,才能让普通读者了解到是怎么回事。因此我下定决心来写本文。现在讲传统白酒生产工艺的书已经不少了,都用的是专业术语,对于专业人员来讲,是不用再解释了,但对普通的读者来讲,是需要从科学的角度进一步深入了解的。越了解,我的好奇和兴趣就越强烈,因为实在是难以想象微生物能释放这么大的能量,达到近70℃的高温,几乎快把粮食烘熟了,这其中的生物化学作用是非常值得再进一步探索的。
进入曲房的第二个阶段就是晾曲。曲表面上好霉之后,就要进行晾干,首先把席子撤掉,散温降潮。这期间曲房的温度增长比较快,品温接近室温,当曲房的湿度趋于饱和的时候,就要开窗放潮,品温控制在30℃-54℃左右。让曲坯微热,适时放潮,切不可只保温不晾,这样曲坯就过早起火,缩短成曲时间;也不能只晾不保温,会使曲坯发软变形,后期升温困难。品温过低,易长黄曲霉和青霉等,出现异味,如果发现长了黄曲霉出现黄斑,这种曲有毒不能使用。
晾霉是个关键,曲坯培养由保温转为排潮,要注意在一定的品温前提下缓慢排潮,曲坯在晾霉期间,只是表皮比较热,曲心还是凉的,如果晾过头,就不升温了,时间大概三到四天,每天要提高1-2℃来控制品温,当曲坯表面发干坚硬,就进入潮火期。
第三个阶段是潮火期。由于曲坯刚开始升温放出的潮气比较大,曲房内湿度大,这时候要多多放潮,火气要逐渐升温,每天两起两落开两次窗,升温尽量缓,最高温度升到42℃-44℃,这是低温曲。当品温升起来保持一段时间之后,尽量把曲心里的温度也带起来。晾的时候要慢慢开窗,时间不宜过长,把潮气排尽就可以关窗,之后再慢慢的升温。如果潮气排不尽,会影响曲坯再次升温,也会使曲房产生异味。在晾曲时,手摸曲坯微热就可以视为达到晾曲的要求,潮火期的曲坯只热在表面,曲心还没热透,所以温度不能太低,以免产生黑圈窝水。
第四个阶段是干火期。潮火期和干火期没有明显的区别,曲坯由外向里熟,从外开始热,和有氧发酵类似,水分由微生物生长产生的热量带出,越往里带出水分越少,曲房的潮气越来越小,以至曲房升温曲发干,这个时候带有麦草香,就进入干火期。
干火期曲心已热,升温快,降温难,品温要控制在42℃左右,不要太高。由于微生物已经从表面蔓延至曲坯内生长繁殖,产生热量,曲坯干硬部分加厚,热量散发困难,品温过高就会烧心,干火期一定要晾透。大火期晾曲的最高温度可以达到45℃-48℃,时间是七到八天,潮火期是排曲房的潮气,四到六天,期间要注意适时翻曲。
第五个阶段是后火期,品温保持在36℃-38℃,每天晾一次,时间不用过长,当品温降到30℃左右,进入养曲阶段。品温要严格按照前缓中挺后缓落原则。汾酒的低温大曲一般要求三种:清茬曲、后火曲、红心曲。要点是清茬曲操作的时候要大热大晾;后火曲操作是大热中晾;红心曲要大热小晾,在培养时要严格控制。出房后三种曲分别储藏,使用的时候一般按照4:3:3的比例混合粉碎。
上面五个阶段,是按照传统工艺操作过程的术语来描述的,按照现在科学解释,上霉期是低温培菌期,这个过程的目的主要是让霉菌、酵母菌等开始着床,落到曲块上大量的生长繁殖,其中霉菌为主。潮火期和干火期,属于高温转化期,其实是所谓的蒸曲,这个时期的目的是让大量菌代谢转化成香味物质,就是生香。后火期主要还是生香,同时继续排潮,但不同香型的酒,大曲不同,所以各个环节的时间也不同。后火也很重要,一般讲后火不足曲无香,当然并不是在后火期才生香,而是前期生香,后火的期间要保持好,否则煮熟的鸭子也会飞的。

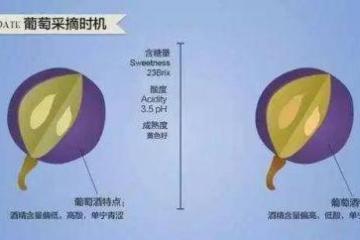
贵州钓鱼台国宾酒业曲库中堆放的包包曲
包包曲最早成型时是规整的龟背型,但在堆放过程中,会因压力增大、温度升高、水分收干等原因发生一定程度的变形变色
6、入库储存
第六个阶段是入库储存。在曲房里做好的曲,一般要一个月左右的时间成为生曲,这种曲不能直接用来酿酒,要在曲库里再放上一段时间,一般是放三个月以上。经过研究,现在各个酒厂通用的曲是在三个月到六个月左右的陈曲,这种曲制酒,香味好,酒质也醇和。
曲放在曲库的时候,要注意防止病虫害、雨淋。其实在曲库里存放的过程,也是曲里面微生物不断变化的过程。有研究显示,在储存期前和储存期后菌种都有变化,储存六个月的陈曲中的细菌以芽孢菌为主,淀粉和水分、糖化酶、液化酶、蛋白酶随着时间也都有所变化。通过总体经验来看,存曲对酒质的醇和作用非常明显。